ik was soort van op zoek en soort van wist ik het al, alleen hoe precies was nog niet duidelijk. Er waren stuk of drie mislukte schetsmomentjes.
maar toen de ochtend dat het gebeurde was ie ook raak en kwam het CAD model onmiddellijk tot stand. Geen organischs sculpturale vormen, gaat al snel richting slagroom toef of ja, drol… Nee een recht buizenstelsel met een ingang en een flare. AI hielp met een paar technische details.
zoals alle leuke dingen, het wordt een beetje een verrassing. Berekend is dat de lengte van de pijp, 1150mm een flinke meter, de frequentie 78Hz en daarboven kan versterken. Maar of dit gat klinken als een klein keramisch meesterwerkje of een badkamerdeur die open staat, we will see.
Proces: het idee is om weer met gipsmallen te werken en gietklei. De verdikkingen ‘moffen’ van pvc afvoerpijpen vormen een inspiratie , ik mik op een grote mof zodat ik kruislingse verbindingen kan maken , anders wordt het wel heel lastig , een lange buis met veel bochten precies in de juiste stand drogen en bakken….
enfin … hier is nog een mooi AI gerenderd plaatje:
Na enkele sets van de “Ultimate Sound” luidsprekers te hebben gemaakt, begon er een parallel ontwerp traject aan een nieuw type speaker. Na enige verkennende studies kwam ik op de “Energy Cube”, er kan bijna geen groter contrast in vorm bestaan met het ronde karakter van “Ultimate Sound”.
Dit model kostte vele malen minder tijd om te maken, vanwege het feit dat vijf zijdes van de kubus identiek zijn. Dus in plaats van zes mallen had ik er maar twee nodig. En gelukkig zat er nog precies genoeg siliconen in de tank voor het maken van de bekende mal voor de mal.
Nadat ik de zes gipsen maldelen had gegoten en ze goed droog waren (dit duurde ruim een week), was het tijd om te gaan gieten. Ik wist dat dit geen lichte exercitie zou worden maar in de praktijk viel het alsnog tegen. Ik bedenk me nu dat het misschien grappig is om het gewicht van de volgegoten mal te berekenen. De zijdes zijn ongeveer 32 cm, dus het volume is ruwweg 33L. De dichtheid van gips is rond de 1.3 en de dichtheid van gietklei ongeveer 1.8, laten we de dichtheden middelen tot 1.5, dan kom je toch al op 50 Kg!
Na het drogen heb ik de zijdes die vanwege dunne randjes in de mal wat ruw waren, mooi bijgewerkt met een metalen spatel.
Hier is nog een leuk filmpje waar ik de mal leeg giet.
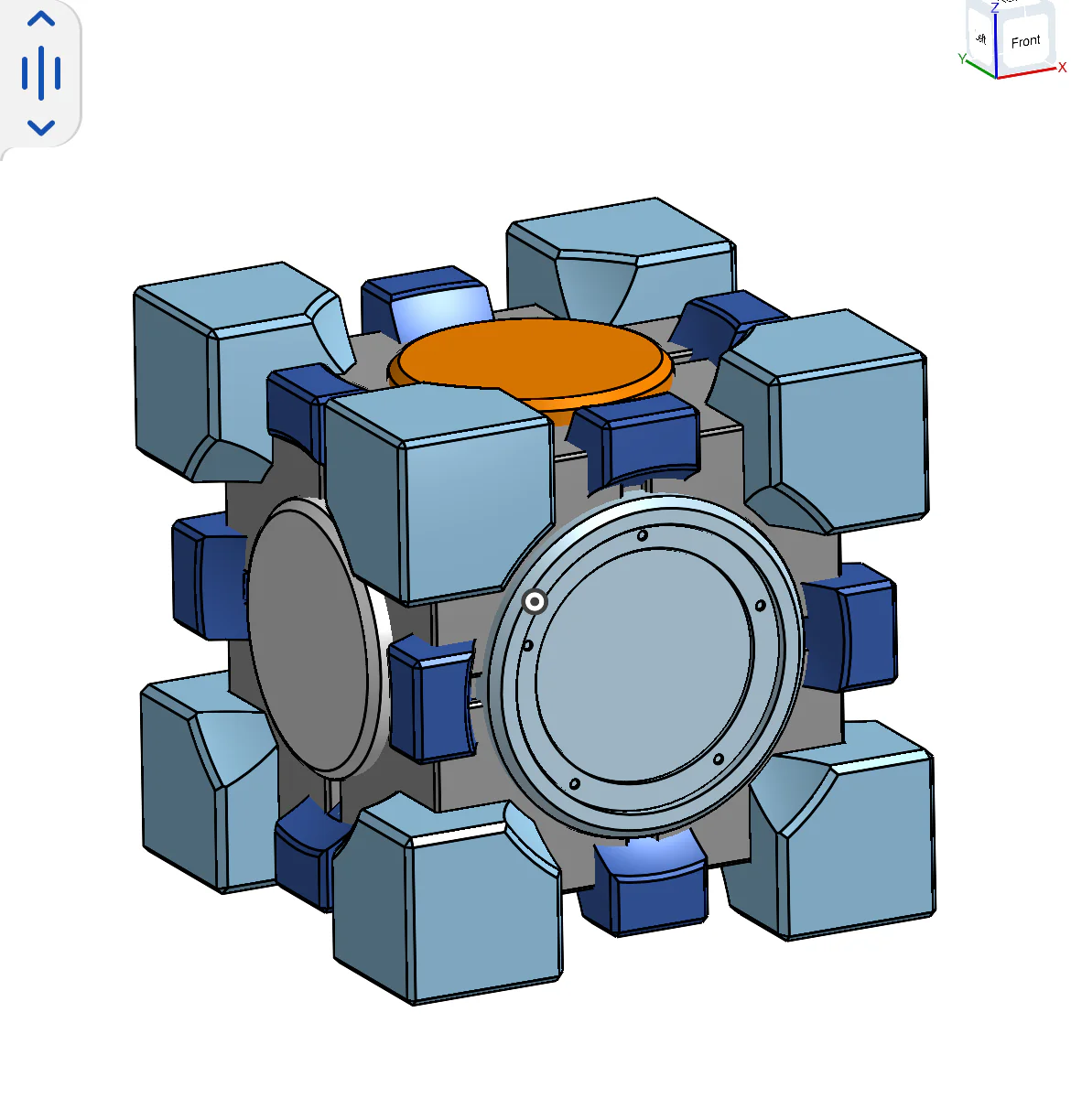
Deze post beschrijft het maken van de Companion Cube speaker.
Stap 1) Het begon met het maken van de gips mal, bestaande uit vijf gelijke zijdes, plus (!) een voorzijde met opening. Ik goot siliconen over een geprint model, waarbij ik niet veel werk stak in ‘cleanup’ van de print, iets waar ik later tegen aan liep, en wat me extra schaafwerk aan het kleimodel opleverde…
er zat net te weinig silicone in de tank, toen ik de tweede mal overgoot. Gelukkig had ik een trucje geleerd: je kan blokjes uitgeharde silicone toevoegen aan de mix, dat kan prima, tot op zekere hoogte.
en toen…
Ik bestelde 50 kg gips want ik was daar niet van plan om ook gips te kort te komen…
Even over het model trouwens, het is dus afgeleid van een ‘prop’ uit het spel ‘Portal 2’ , ik ben vergeten wat de rol ervan precies was. Ik vond ergens in de krochten van mijn geheugen een formule voor het aanbrengen van verhoudingen, en als een tovenaarsleerling met de moed van een onwetende, modelleerde ik alle zijdes en hoeken. En stemde ik het op elkaar af: de kleinere kubussen op de grotere, de grotere op de hoofdkubus, en de ruimte die ertussen zit.
En toen…
Zo was het wel weer even mooi met alle verhoudingen… niks meer aan doen!
Het model kwam goed uit de mal. Slechts hele lichte vervorming, en de naden waren zichtbaar, de naden tussen de mal delen bedoel ik. Als ik ‘s ochtends op werk kwam uit de kou moesten mijn handen en ogen altijd eerst een beetje wennen, maar na een tijdje ‘inkomen’ ging het werken met het metalen schaafje (zo noem ik dit niervormige metaalplaatje) hartstikke goed.
en toen….
Toen het model droog en (bijna) vrij van oneffenheden was, het mooie van dan niervormige schaaf je is dat je ook de concave vlakken glad kan krijgen, verdomd handig ding, zat bij een boetseersetje va nog geen tientje… , kon hij de oven in.
en toen….
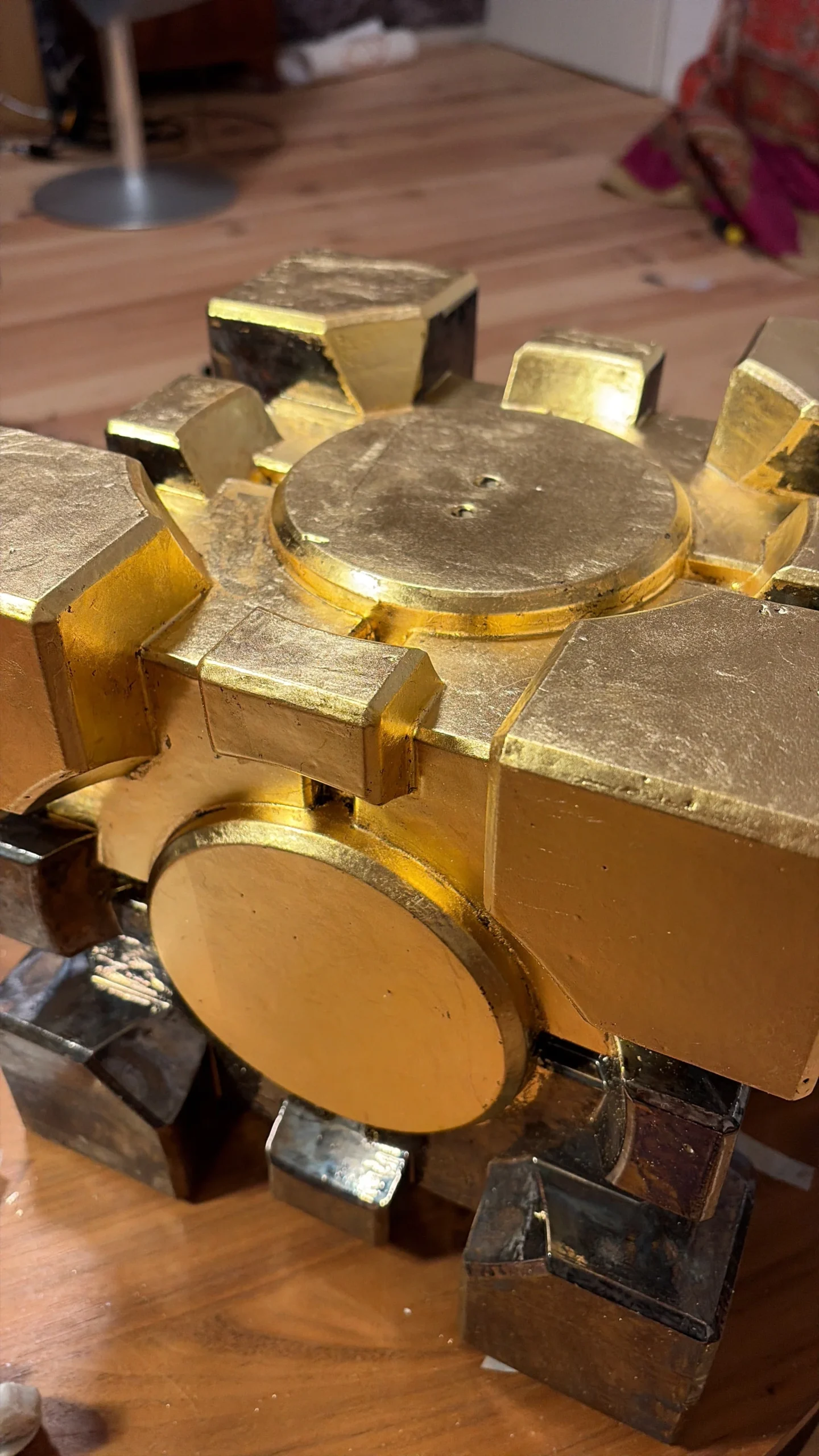
Over het weekend was de biscuit stook klaar, en kon ik lekker aan de slag met het goudglans glazuur waarvan het potje al enkele weken klaar stond.
Praktische tip: verdun het met een beetje water tot je dunne maar dekkende lagen kan aanbrengen en drie dunne lagen minimaal, omdat bij mij het model alsnog met schrale (onbedekte) plekken uit de glazuurstook kwam.
En toen…
… was hij bruin met een soort complexe glans, maar wel op zich al best mooi! Maar! Beloofd is beloofd en ik had mezelf een gouden cube voorgesteld. Optie A) goudlusters: nóg een keer de oven in met echt gouden glazuurlaag. Optie B) bladgoud.
… was hij bruin met een soort complexe glans, maar wel op zich al best mooi! Maar! Beloofd is beloofd en ik had mezelf een gouden cube voorgesteld. Optie A) goudlusters: nóg een keer de oven in met echt gouden glazuurlaag. Optie B) bladgoud.
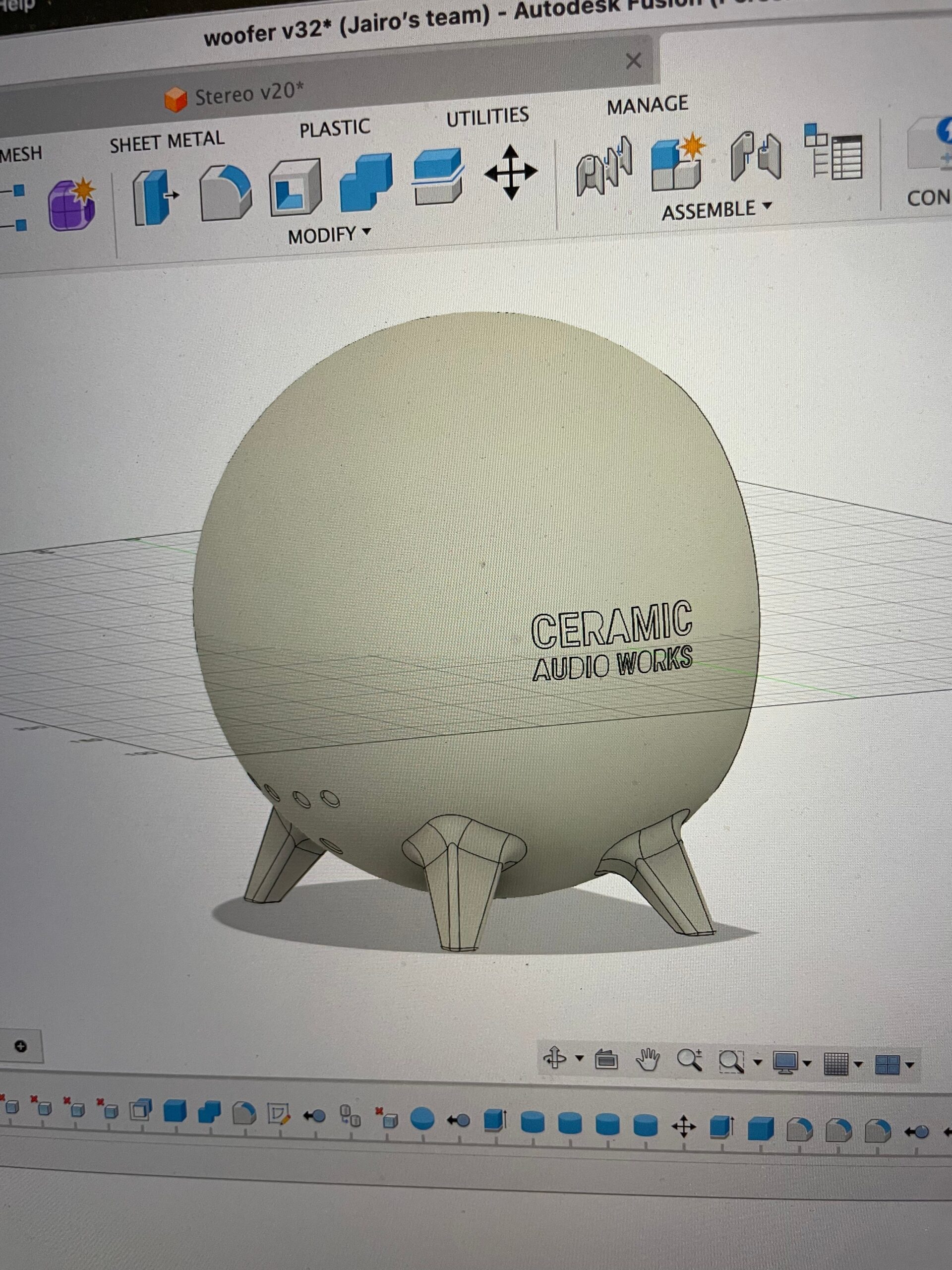
Een Cad programma zoals Fusion 360 is wat de schakel betekent tussen het idee en de uitvoering. Van schets naar model naar object.
Een paar tips vanuit mijn proces.
Houd het idee simpel. mijn oorspronkelijke idee was een bolvormige speaker. Op pootjes, that’s it. Later heb ik als toevoeging de waveguide uitgevoerd in hout erbij gedaan. En het leek me tof als de vorm meer was zoals een zeppelin. Omdat de bolvorm toch ook heel uniek en monolitisch is, bleef die erbij als model voor de woofer.
Als je gaat gieten in siliconen kom je er al gauw achter dat het erg duur materiaal is. Normaal gesproken bouw je wanden op als bekisting voor het gieten. Die wanden zijn van zichzelf al niet heel makkelijk te maken, je hebt mensen die LEGO gebruiken of kan en klare elementen met klemmen gebruiken, maar ik vind dat gewoon niet echt top. Daarom investeerde ik wat extra ontwerp- en print tijd voor bekisting die ook nog zuinig is met siliconen. Wat ik ook deed was het volume van de silicone exact meten zodat ik niks verspil.
Bij het gieten van siliconen moet je rekening houden dat als je heb later in gips gaat afgieten de mal op de kop staat. Er mogen dus absoluut geen spanningen op je mal staan als je er gips in giet, anders krijg je vervormingen. Dus giet op een horizontaal vlak, helemaal tot de toprand van je bekisting, dan krijg je geen doorzakkers bij het gieten van je gips.
De meeste onderdelen hadden rond de 1.5L siliconen nodig, maar de grotere delen soms bijna 4 liter.
Om een structureel stevige mal te maken moet je eigenlijk werken met een wanddikte van minimaal 4cm, bij mij is dit niet overal gelukt. Het kan zijn dat mijn zuigkracht (water opname) hierdoor iets lager is. En om exacte sluiting te garanderen maakte ik key holes, afgeplatte bollen van rond de 2~2.5cm.
De toolpaden (Gcode voor de CNC) komt ook uit mijn CAD programma. Dingen als feedrate en stepover zijn allemaal afhankelijk van de materiaal, je CNC en de frees die je gebruikt. Ik gebruik massief hout dat ik voor elke set selecteer bij Amsterdamse Fijnhout, ten tijde van dit schrijven heb ik onlangs een mooi stuk Iep gekocht dat een typische Amsterdamse boom is.
Momenteel wordt er gewerkt aan een mal voor de woofer. De mal voor het satelliet prototype was gebaseerd op een master positief en is gemaakt door het gips hier op te gieten met behulp van kleiwanden. Dit is een eenmalig proces waarbij je een enkele mal verkrijgt en is veel werk.
Om herhaaldelijk mallen te kunnen gieten ben ik stukken mal gaan printen en giet ik ze af in condensatie siliconen. Voor een stevige mal ontwerp ik voor elk stukje een bekisting die een constante siliconen wand dikte garandeert. Dit bespaart aanzienlijke hoeveelheden siliconen en zorgt ook voor een betere dimensionering van de gips mal.
De mal onderdelen komen uit de printer en worden nabewerkt met schuurpapier, plamuur en spuitplamuur om vervolgens weer helemaal geschuurd te worden.
De top van de mal is ruim 30 cm groot, die worden op een nieuwe Neptune 4 plus geprint terwijl de kleinere stukken op de Ender 3 V3 SE worden geprint. Het ‘deksel’ is ook te groot voor de Ender. Deze grotere printer scheelt ontzettend, omdat ik anders deze delen uit vier stukken had moeten printen en ze vervolgens moeten verlijmen. Hierbij is het door lichte vervormingen aan de onderzijde van de print altijd moeilijk om accuraat te blijven.
De siliconen hebben ruim een dag nodig om uit te harden. Gips hard in 30m uit. Dan wordt het warm en haal ik de rubber met gips uit de bekisting om de bekisting te beschermen tegen de warmte om vervormingen te voorkomen.